|
The throughput is dependent on material, graining, moisture content, roller diameter, roller length, circumferential
speed, roller profile, grinding force and also on the type of feeding system, e.g. a plug screw or adjustable plates in the feeding funnel to throttle the material flow. Using the High Compression Roller
Mill for the comminution of a given material it is especially interesting to know the dependence between throughput and roller speed. This dependence is shown as throughput characteristic Mt = Mt(u). Looking first of all at the cross section of the gap at a = 0 the equation for Mt is:
Mt = dSrsLvS (1)
with Mt = throughput, dS = solid volume portion at the narrowest gap, r = solid density, s = gap width, L = roller length, vS = average material speed at a = 0.
In the narrowest gap there is a non-slip material transport as lon as the compaction is limited and values of dS = 0,85 to 0,90 are not exceeded [13, 14]. Then vS can be replaced by the circumferential roller speed u:
Mt = dSrsLu (2)
For the specific throughput n applies:
n = (Mt /rDLu) = dS (s/D) = dS s (3)
As is generally known the throughput does not increase proportional with the circumferential speed. Therefore the gap
width s respectively its relative value s as well as the solid volume portion dS must be dependent on the roller speed u.
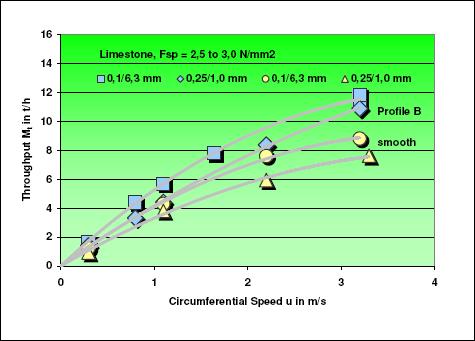
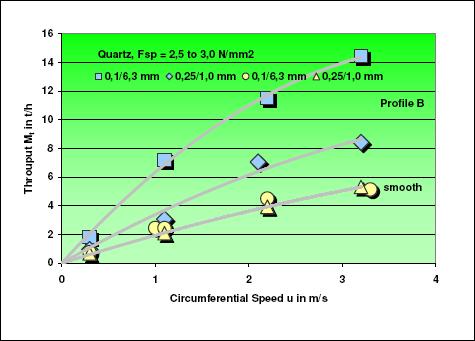
In the following pictures the throughput characteristics of quartz and limestone with smooth and corrugated rollers
(profile B: 1-8-3/4) are presented. The all show the typical convex curved gradient. Significant throughput increases result from the moulded rollers. In addition material specific differences can be
seen.
|