|
|||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|
|
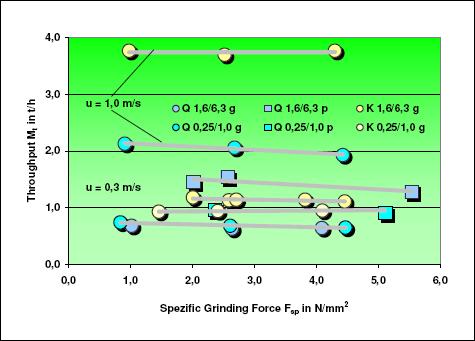
One-passage grinding of quartz and limestone, 1.6/6.3 mm, profile B (1-8-3/4) / Institute for Mineral Processing of the Technical University Clausthal (Germany, 1989) |
|
|
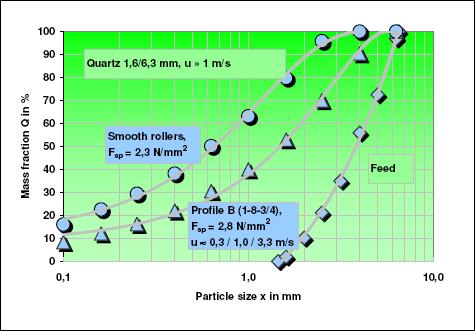
But at the same level of specific grinding force the comminution effect may depend on the roller surface structure. In the diagram below the product particle size distributions for a coarse quartz graining 1,6/6,3 mm after a stressing with 2,3 N/mm² respectively 2,8 N/mm² with smooth and moulded rollers are compared. With profile B the grinding effect is lower but the throughput of 5,3 t/h is much higher than the throughput of 2,0 t/h with smooth rollers.The energy absorption which is resulting out of this is 4,1 J/g for moulded and 8,2 J/g for smooth rollers. |
|
 |
|
|
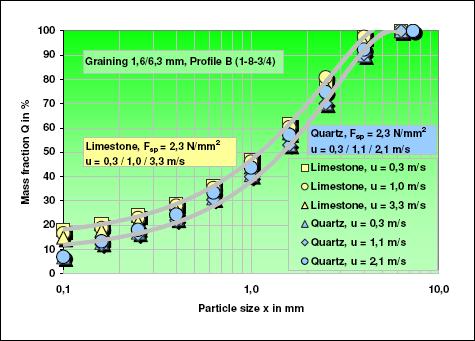
One-passage grinding of quartz, 1.6/6.3 mm, u ~ 1 m/s / Institute for Mineral Processing of the Technical University Clausthal (Germany, 1989) |
|
|
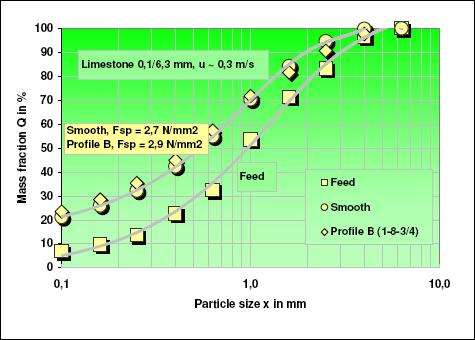
This explains the different fineness as it is generally known that the comminution effect is a function of the energy absorption. For the limestone graining 0,1/1,6 mm the particle size distributions are nearly the same, see diagram below. The throughput shows only little differences with 1,24 t/h and 1,64 t/h. The energy absorption is 3,8 respectively 3,7 J/g.The small increase in throughput with moulded rollers is exlained by the build-up of a coating layer on the roller surface. This phenomenon is discussed in the chapter throughput characterisitc. |
|
 |
|
|
One-passage grinding of limestone, 0.1/6.3 mm, u ~ 0.3 m/s / Institute for Mineral Processing of the Technical University Clausthal (Germany, 1989) |
|
|
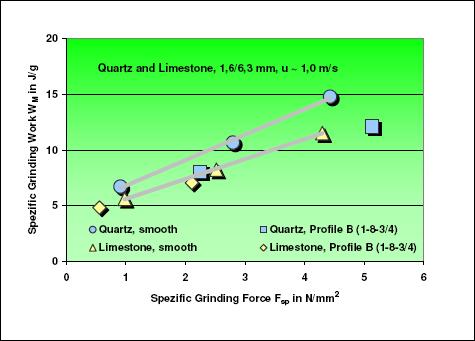
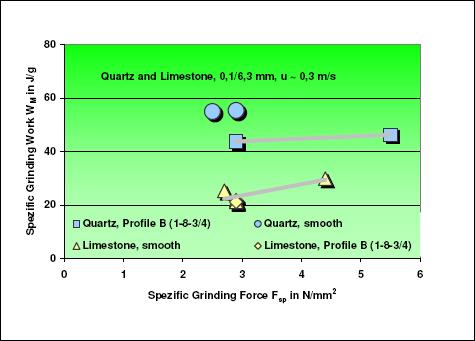
In the next two diagrams the specific grinding work WM - needed for a product fineness xP < 1,6 mm respectively xP < 0,1 mm - is plotted versus the specific grinding force. WM is the qoutient of energy absorption EM and the portion of fines f(xP) below 1,6 mm respectively 0,1 mm: WM = EM / [QP(xP) - QA(xP)]. |
|
 |
|
|
Specific grinding work for the grinding of 1.6/6.3 mm finer than 1.6 mm / Institute for Mineral Processing of the Technical University Clausthal (Germany, 1989) |
|
 |
|
|
Specific grinding work for the grinding of 0.1/6.3 mm finer than 0.1 mm / Institute for Mineral Processing of the Technical University Clausthal (Germany, 1989) |
|
|
In each case the test results with smooth and moulded rollers arrange themselves around a balancing curve. This means that energy absorption and portion of fines behave nearly proportional. In the attached spreadsheet several energy and throughput figures are shown. So the results show that throughput and comminution can be treated as almost decoupled in the studied range. |
|
|
|
|